西南仪器网
老化试验箱,色差计
咨询热线
18566398802在生产有特殊表面要求的金属零件过程中,预处理方法的可靠性是高品质产品的基础。清洁过程在成品的成型、表面处理以及表面涂层中都是必不可少的步骤。零部件清洗不充分造成产品的表面质量不良,从而导致成本高企。
工业和金属部件的清洁由清洗和漂洗程序组成(如图1)。首先,清洗池除去金属表面的污染物,接着,漂洗池去除剩余的污染物及清洁剂残留。清洗池的温度是40-80℃。蒸发掉的水一般由下一个水池的循环系统补充。
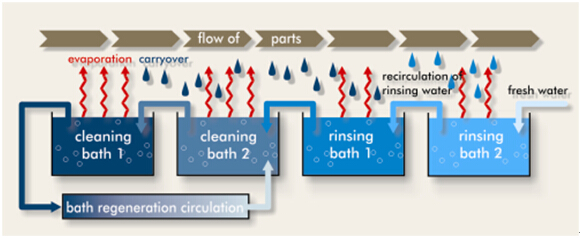
图1 清洗工艺流程演示
为确保清洗过程的高可靠性,水清洗过程要求影响清洗结果的参数达到较佳并保持定的状态。(如图2)。这些参数包括:
l 清洁剂成分(促净剂和表面活性剂)的浓度
l 水池的污染物
l 水池的温度
l 浴槽的搅动
流程化管理的主要目标是连续地监测清洁池的条件以及在某种程度上控制这些条件,可以通过最少量的水,清洁剂及能源以确保充足的清洁质量。
这里的重点是保持清洁剂成分的适当浓度(表面活性剂及促净剂)。清洁剂成分,表面活性剂和促净剂的消耗程度是不一样的,每种成分都需要有适当的剂量。由于各种原因,清洁剂成分的浓度不断改变。例如源自零件的残留物影响,清洁剂成分的减少(由于清洗池循过滤而损失的)或者每次工件的数量及污染程度的不同。
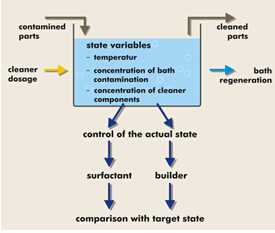
图2清洁池的状态变化
只有在清洁过程中根据工件的污染程度、数量及清洁池的情况调整清洁池的清洁剂剂量或更换清洁池内的液体,才能保证工件的清洗质量。负责清洗工作的人员及管理者应该与清 洁剂制造商及设备制造商相互合作。所需的清洁程序参数以及清洁剂的浓度和其可接受的界限值,需根据个人经验,测试运行数据及实验室或生产设备最优化运行的基础上设定,以到所需的清洁质量。现实的情况时,有时候为了确保清洁能力,在清洁池会投入过量的清洁剂,但过量的清洁剂反过来成为污染物使清洁效果下降。
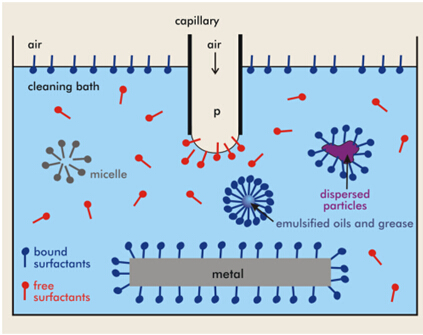
图3用气泡压力张力计测量表面活性剂浓度
德累斯顿工业大学机电研究所和电子设计研究院分析了清洁金属零件的过程,来帮助大家了解目前在行业中工序的应用及技术状况。因此,咨询了大量的清洁过程管理者关于零件的具体清洁任务及相应的过程管理。以下是73个不同公司的专业人士提供的信息中总结出来,主要是欧洲汽车行业的清洁过程:车身、动力总成及其原件、液压零件及其轴承等:
虽然清洁质量大部分都有定期的检测(74%),但主要是以主观评判的方法,如目视检查,或后面工程的质量检查。
l 只有23%的受访者通过客户方法检查清洁表面的干净程度。
l 只有51%的受访者在与清洁剂生产商合作设定所需的清洁剂浓度的参数。而14%的受访者说清洁剂的浓度值是由清洁剂生产商来决定。因此,可以说化学制剂生产商凭经验来决定清洁池的理想状态。
l 在84%的情况下,设备操作员控制着清洁剂的浓度。因此他也负责最优化当前的清洁工序。
l 78%的受访者要求检测促净剂的浓度,而其中79%是滴定法进行检测的。
l 只有49%的受访者进行表面活性剂浓度的检测,而其中的51%采用表面张力仪来测量表面活性剂的浓度。
l 33%的受访者有一个清洁剂自动配料的系统,但其中只有56%的人认为他们的配量是最优的。
l 38%的受访者在考虑应用更好的方法,比如通过清洁池的监测及清洁池液体的过滤或更换来实现清洁工序的优化。
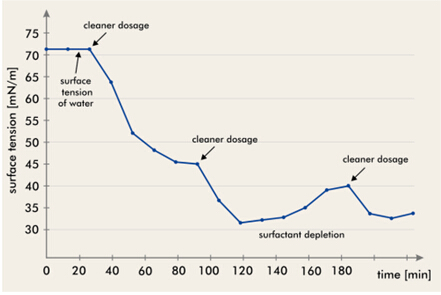
图4 在清洗过程中连续测量表面活性剂浓度
分析表明,金属零件的清洁过程与其他生产过程〔如机械加工)相比,并没有完全被掌握。尤其是清洗过程中有连续控制输入(清洁剂、工件)和输出参数(更换液体,过滤),以及中间过程参数,没法确保零件济洁质量稳定。零件清洁的过程管理发展水平与过程可靠性要求有冲突,因为83%的人提到这个这个情况,详细地说是因为过程的不稳定性而带来的损害赔偿。这个事实表明,83%的专业人士调查知道清洁过程不足的后果。
有一个关于经济与环保的优化潜力的观点。本质的清洗质量工艺参数(例如,清洁剂浓度及以消耗为导向的定量)规定只发生在单一的情况下。为了实现清洗过程的高可靠性,找到了显而易见的问题原因。在清洁过程中,大量不同但是又相关联的参数,以及缺少成体系的配制剂及一些个人经验概括。这些问题可以通过简单的过程参数的帮助下用检测过程条件来得到解决。因此它需要一种可行的测量技术,可以用于分析以及连续或分离的过程检测。
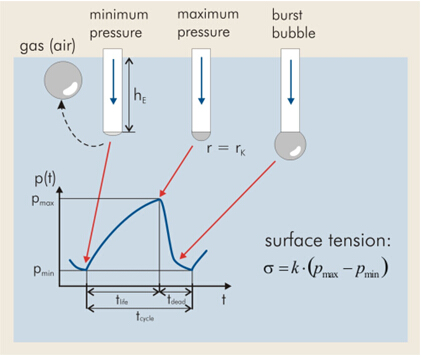
图5测量表面张力的不同方法
影响清洁能力的表面活性剂浓度可以通过测量动态表面张力得到。另外可以通过测量导电率及使用酸碱滴定的方法来控制促净剂的浓度。清洁剂浓度的连续检测可以根据消耗来确定需要添加多少清洁剂。经济环保的优化清洁过程包括:
l 减少使用清洁剂的成本
l 避免漂洗池中清洁剂成分的积聚
l 延长清洁池的寿命
l 减少水及水污染处理成本
由于可以测得表面张力的参数,使表面活性剂浓度的检测以及根据消耗来定量变为可能。因此,气泡压力法表面张力仪可用来测量有效的表面活性剂的浓度,如图3.有效的表面活性剂是没有被油和污染物束缚的,也没有附在金属表面。在清洁过程中,只有这些自由的表面活性剂才是有效的,可以形成胶束来去除金属表面的污染和油。
用测量清洁过程中液体的表面张力来检测有效表面活性剂的浓度,使适当地使用表面活性剂成为可能。需要添加额外的剂量时可使用测量结果来验证。为了将检测程序可视化,图4显示出了在一个清洁池内连续测量的结果。在开始准备时,首先可以看到水的表面力值(72.8mN/m,温度是20℃)。当添加表面活性剂时,表面张力减低。
SITA表面张力仪测量表面张力是以差压法为基础的。在测试过程中,气泡通过插入液面下的毛细管中形成(如图5),有一个特殊的传感器测量气泡毛细管顶端的压力。动态表面张力是用最大和最小气泡压力差来计算,并使用校准系数K来表示。
σ=k·Δp,withΔp=pmax{pmin
气泡压力用纯净水校准张力。标准系数K取决于自动测量器具,不依赖气泡的寿命。SITA差压法的设计原理大大简化了表面张力仪操作,因为测量不再依赖于毛细管浸入液体中的深度。
相对于静态方法测量表面张力,动态测量方法可以测量表面的表面活性剂的浓度高于临界胶束浓度(CMC),即工业清洗过程中经常使用的浓度范围,静态表面张力仪是无法测出超出CMC值的表面活性剂浓度。测量的基础原理是表面活性浓度与表面张力过程值之间的量化关系。
动态表面张力取决于一个新形成的界面寿命。动态表面张力的差异在于不同界面寿命(气泡寿命,如图5)时有不同数量的表面活性剂迁移到新的界面上。用哪个气泡寿命作为较佳测量点只需以下程序测量一次就可以得知。在SITA表面张力仪的Auto模式下测量某种特定的已知表面活性剂浓度的液体。较佳的气泡寿命值就是在表面张力测量值差额最大的那点(如图6)。之后,测出一系列已知的表面活性剂浓度不同的参照样本作为参考曲线。这样,根据测出的表面张力值就可以在参考曲线中查过表面活性剂的浓度了。
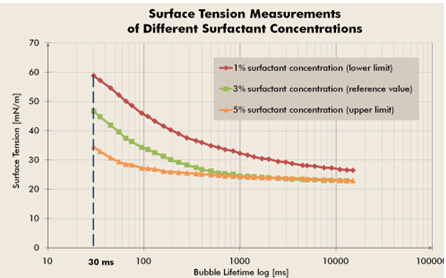
图6A测量气泡的寿命
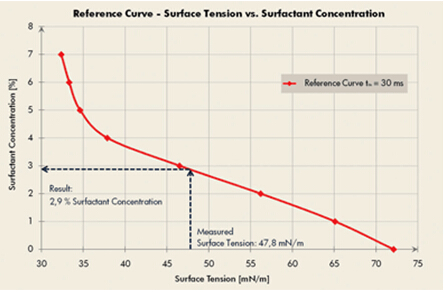
图6B表面活性剂浓度分析参考曲线
对于需要确保高可靠性的清洁过程,表面活性剂的浓度要保持在特定的界限值内。
设定了清洁池的的特定表面张力范围后,用表面张力仪定期的测量或者连续监测,以用来分析以及监测表面活性剂在整个清洁过程的浓度。为了实现在过程或实验室中的高效测量,测量仪器必须是可靠的,快速的且易于操作的。手持式张力仪SITA DynoTester可以实现这些要求。清洗液的表面张力跟温度的测量只要按一个按钮,几十秒内即可得出结果。而气泡寿命参数或平均测量数,都是预设的,并只能在管理模式下改变。这些特性最大限度地减少操作错误的风险。
测量结果可以被保存在25个存储空间供后续评价。内置电源可以使用高达10小时,确保高灵活性。在不均匀的液体中,可选择多次读数自动取平均值的方法增加测量的可靠性。因此,SITA DynoTester是测量表面张力过程参数的一个新的经济的选择。
图7显示定期测量一个工厂清洁池的结果。表面张力值的简图显示了在稳定条件范围内的清洁过程的寿命。在最后一个漂洗池,表面张力达到跟水一样的值。这说明表面活性剂浓度减少到0。
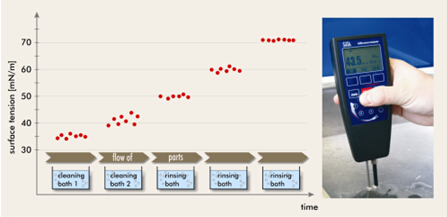
图7在清洁过程中使用手持式表面张力仪进行检测
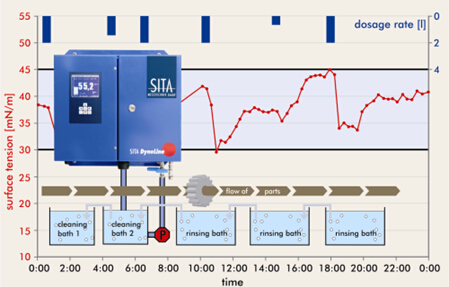
图8 连续的在线测量模式
连续的清洁池表面张力监测可以通过清洁池的支线管道来确保被测量的液体能代表清洁池实际情况。在支线管道内被连续测量的样本必须是均质的,而且要保持一个同样的温度水平。仪器内在毛细管附近有一个特殊的,可允许缓慢流动的容器能够将对气泡的消极影响减少到最低而且可以避免颗粒堆积。流动的速度是2升/分钟,这确保了样本达到足够的均质而且不会反乳化,并且接近清洁池的温度水平。
一个关键的问题是毛细管的寿命。在使用的时候,清洁池里成分的聚集可以改变毛细管的特点。SITAg表面张力仪使用更坚固且不易被水沾湿的PEEK树脂材料的毛细管来代替普通玻璃毛细管来测量气泡压力。PEEK材料以及毛细管末端逐渐增大的直径使毛细管效应减小到最低。这意味着液体难以进入毛细管内部(减少液体润湿毛细管内部有残留而影响到下一次测量)。在相同的条件下,一个传统的实验室毛细管有大约300小时的寿命,而优化的PEEK的毛细管寿命是其10倍以上。这种设计避免了颗粒累积,保证气泡长期的再现性。
SITA DynoLine在线测量技术是用来对连续的清洁池进行监测。这种全自动的设备可组合成工厂生产线的一部分,适应于加工及化工工厂的具体需要。它与其他传感器以及传统表面张力测试技术的不同点在于SITA DynoLine可以自动控制提供的样本,校准水以及自动清洗的程序。其他本质特征包括自我监控功能,错误检测以及发送无故障运行报警信号。由于自身定期的检测功能,毛细管特征发生的任何变化(如通过一个颗粒堆积的污染物),都可以被测量仪器本身所识别。
为了控制液体,设备在样本跟水之间有一个活栓,而且,它有一个压力传感器监测输入的压力。所有的测量值可以保存在设备里一年,以记录测量结果。设备的表面张力测量结果可通过接口输出到其它设备或控制系统,从而使补充表面活性剂的设备自动工作,并使清洁池能够保持一个较佳的表面活性剂浓度范围(如图8)。
在许多表面处理过程的应用中,从车身到泵、轴承这样的精密零件,清洁过程通过检测和对清洁剂成分(表面活性剂和自动促净剂)的定量而成功地实现最优化。而且,可以用最少的水,清洁剂和能源来达到稳定而高质的清洁质量。
- 技术解决方案 Solution
- 如何保证汽车内外饰材料耐久性和质量?——
- 氙灯老化试验机Q-SUN出现M61报警提
- QUV紫外老化测试应用案例-沥青瓦片耐候
- EN ISO 28199
- 旋转靶材在绑定贴合前的清洁度量化管控
佛山·苏州·武汉·成都紫外老化试验箱,色差计,氙灯老化试验箱,老化试验箱产品代理。
《工业和信息化部》备案号:粤ICP备05045526号
 粤公网安备 44060402000055号
粤公网安备 44060402000055号