西南仪器网
老化试验箱,色差计
咨询热线
18566398802德国SITA表面清洁度测试案例
案例:使用德国SITA清洁度仪,测试镍片表面清洁度,判断是否会影响后面的焊接工序。
应用于电池组、PVC电路板中的镍片,在焊接过程中不仅受焊接机器的焊接参数影响,而且镍片表面的状况也影响到焊接过程。镍片表面上的污垢,会影响油焊接时焊点的接触面积从而降低焊接牢固程度。污染的不均匀性还会影响各个焊点加热的不一致,引起焊接质量的波动。另一方面,油和其他污染物会增大接触电阻,过厚的油膜层等其他类型污染物甚至会使电流不能通过,局部的导通,由于电流密度过大,则会产生飞溅和表面烧损。因此,清洁彻底的镍片表面是保证获得优质接头的必要条件。
下面是某科技公司对镍片的清洁度测试,镍片清洗后需要焊接,最终成品为电池模组及电路板上的组件。
 | 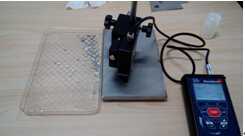 |
| 测试过程 | 镍片清洁度测试 |
测试仪器:德国SITA CleanoSpector表面清洁度仪
测试过程:在每个样品上取1至3个测量点读数,每个点直径为1毫米,测试时间约需1--2分钟。
| 用百分比表示清洁度,值越高越干净 | ||||
| 样品 | 清洁度%(A点) | 清洁度%(B点) | 清洁度%(C点) | 清洁度值%(取最差值作为该样品清洁度) |
| 小镍片(一)(接触式测量) | 83% | 85.50% | 85% | 83% |
| 小镍片(二)(接触式测量) | 81.70% | 85.40% | 80.20% | 80.20% |
| 小镍片(三)(接触式测量) | 84.20% | |||
| 小镍片(三)(非接触触式测量) | 84.50% | |||
| 大镍片(用油性笔划过后) | 79.20% | |||
| 大镍片(用酒精清洗油性笔痕过后) | 84.50% | |||
| 大镍片(用酒精清洗油性笔笔痕过后,再用砂纸打磨) | 54.90% | |||
| 大镍片(用酒精清洗笔痕过后,再用砂纸打磨且残留更多粉末) | 1.90% | |||
| 大镍片(用油涂抹严重污染) | 0.00% | |||
| 大镍片(用油涂抹严重污染,用纸巾初步擦拭) | 25.80% | |||
| 大镍片(用油涂抹严重污染,用纸巾初步擦拭,用酒精擦洗) | 45.30% | |||
| 大镍片(用紫色笔涂抹) | 63.50% | |||
| 大镍片(用荧光笔涂抹) | 8.00% | |||
| 大镍片(用浅紫色笔涂抹) | 0.00% | |||
| 小镍片(库存4小时左右) | 72.90% | 75.90% | 73.40% | 72.90% |
| 蓝色成品板上的银色小镍片 | 28.40% | 19.30% | 19.30% | |
| 刚刚清洗过的镍片 | 82.40% | |||
| 条形样品(经过机油污染) | 0.00% | |||
| 条形样品(经过机油污染,后用酒精擦拭) | 85% | |||
注:1)清洁度以百分数表示,数值越高,清洁度越好,反之亦然;
2)样品的测量结果测量点中,百分数的最低值作为最终结果,即用样品最脏的点代表整个零件的清洁度;
3)同一种颜色为同一组对比测试。
用RFU绝对值表示清洁度,值越高表示越脏 | ||
| 样品 | RFU值(A点) | RFU值(A点) |
| 条形样品(经过机油污染) | 196.4 | 177.1 |
| 条形样品(经过机油污染,后用酒精擦拭) | 3.4 | 3.3 |
注:1)清洁度以RFU绝对值表示,数值越高,清洁度越差,反之亦然;
2)同一种颜色为同一组对比测试。
由以上测试数据,结论:
1)对于每一组测试,Sita表面清洁度仪能有效、灵敏的测试出经过油等有机污染物污染的样品;
2)污染过后的样品经过清洗,清洁度明显提高;由此可根据后续工艺的反复验证,来寻找到最适合的清洁度范围达到量化控制清洗过程的目的,是帮助排除、判断后续焊接过后产品问题的有效手段。
- 技术解决方案 Solution
- 如何保证汽车内外饰材料耐久性和质量?——
- 氙灯老化试验机Q-SUN出现M61报警提
- QUV紫外老化测试应用案例-沥青瓦片耐候
- EN ISO 28199
- 旋转靶材在绑定贴合前的清洁度量化管控
Copyright ©2026 佛山市翁开尔贸易有限公司 All Rights Reserved.
佛山·苏州·武汉·成都紫外老化试验箱,色差计,氙灯老化试验箱,老化试验箱产品代理。
《工业和信息化部》备案号:粤ICP备05045526号
 粤公网安备 44060402000055号
粤公网安备 44060402000055号
佛山·苏州·武汉·成都紫外老化试验箱,色差计,氙灯老化试验箱,老化试验箱产品代理。
《工业和信息化部》备案号:粤ICP备05045526号
粤公网安备 44060402000055号